һ���Ƚ���п����п������������Ҫ��
1���ƺźͻ�ѧ�ɷݣ���п�ֹ��øֵ��ƺźͻ�ѧ�ɷ�Ӧ����GB-3092���涨�ĺڹ��øֵ��ƺźͻ�ѧ�ɷݡ�
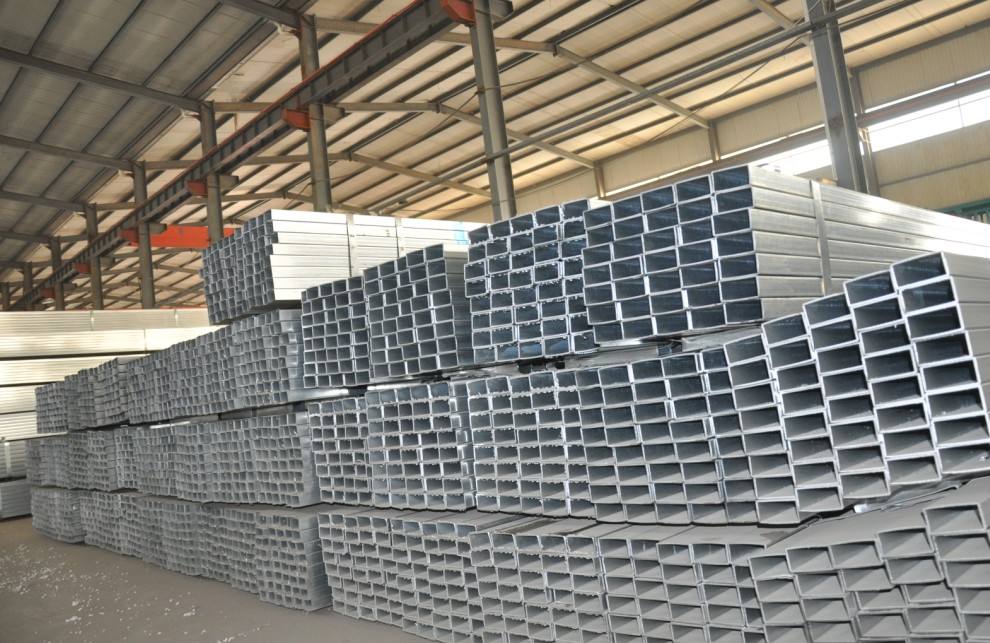
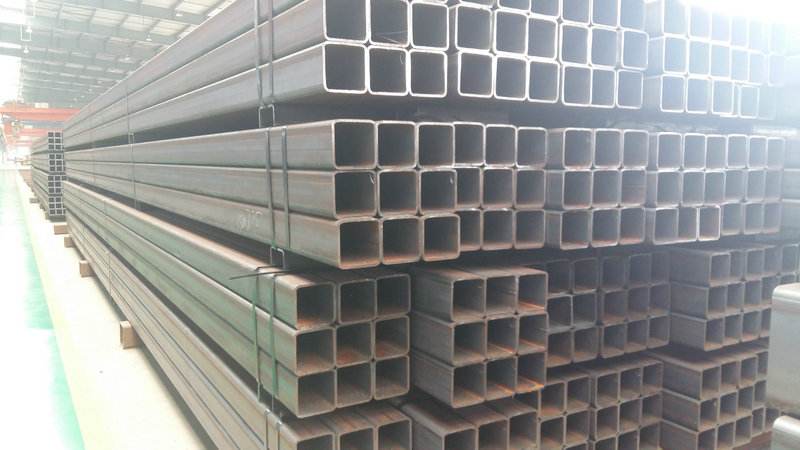
2�����췽�����ڹܵ����췽����¯����纸�������쳧ѡ��п�����Ƚ���п����
3������״̬����п�ֹ��Բ������ƽ�����
4�����Ƽ��ܽ�ͷ
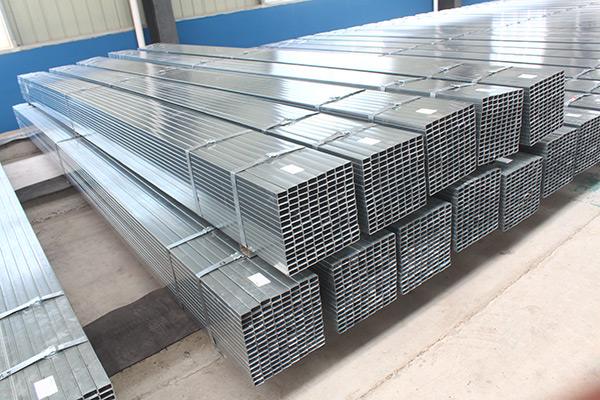
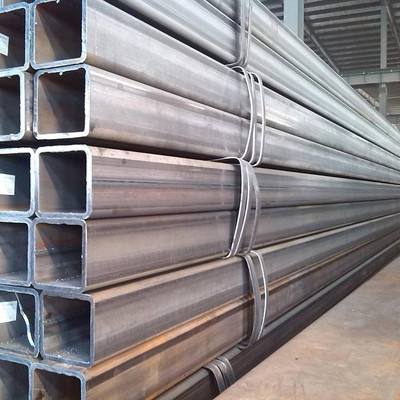
��1�������ƽ����Ķ�п�ֹܣ�����Ӧ�ڶ�п���ơ�����Ӧ����YB822�Ĺ涨��
��2�����ƹܽ�ͷӦ����YB238�Ĺ涨���������ܽ�ͷӦ����YB230�Ĺ涨��
5����ѧ���ܣ��ֹܶ�пǰ����ѧ����Ӧ����GB3092�Ĺ涨��
6��������п��ľ����ԣ���п�ֹ�Ӧ����п������Ե����飬�ֹ�����������ͭ��Һ����������5�β��ñ�졣
7�����������飺���ƿھ�������50mm�Ķ�п�ֹ�Ӧ�����������顣�����Ƕ�Ϊ90���������뾶Ϊ������8��������ʱ���������������촦Ӧ������������������ϲ�������������ϲ�Ӧ���ѷ켰п���������
8��ˮѹ���飺ˮѹ����Ӧ�ںڹܽ��У�Ҳ��������̽�˴���ˮѹ���顣����ѹ��������̽�˶Ա������ߴ�Ӧ���Ϲ���GB3092�Ĺ涨��
9��������������п�ֹܵ��������Ӧ�������㣬������δ����п�ĺڰߺ����ݴ��ڡ������в�����ֲ���;ֲ���п�����ڡ�
10����п����������п������ƽ��ֵӦ��С��500g/�O�������κ�һ����������С��480g/�O��
�������鷽����
1�������飺��п�ֹܵ��������Ӧ������������м�顣
2���ߴ��飺��п�ֹ�Ӧ�ڶ�пǰ�ĺڹ������㹻��ȷ�ȵ�����������в�����
3�����Ƽ�飺�����ƵĶ�п�ֹܣ���YB822�Ĺ涨���û������������ơ�
�����������
1����п�ֹܰ������м������գ�ÿ����ͬһ�ƺš�ͬһ���ĸֹ����
���ƿھ���25mm ÿ��1000��
���ƿھ�>m25~50m ÿ��750��
���ƿھ�>50mm ÿ��500��
2��������ж�����п�ֹܵĸ�����ж�����Ӧ����GB2102�Ĺ涨��
������װ����ע������֤����
��п�ֹܵİ�װ����־������֤����Ӧ����GB2102�Ĺ涨��


 �ֲ�Ʒ��
�ֲ�Ʒ��